标准分类号
中标分类号:电工>>电工生产设备>>K92电机生产设备
关联标准
出版信息
出版社:机械工业出版社
页数:6页
标准价格:8.0 元
出版日期:1992-06-01
相关单位信息
起草人:戴卫国、戴庆秋
起草单位:芜湖电工机械厂
提出单位:机械电子工来部沈阳电工专用设备研究所
发布部门:中华人民共和国机械电子工业部
标准简介
本标准规定了冲槽机的精度检验项目和检验方法。本标准适用于各种内定位、外定位冲槽机。 JB/T 5349.3-1991 冲槽机 精度 JB/T5349.3-1991
标准内容
中华人民共和国机械行业标准
冲槽机精度
标准编号:JB/T 5349.3—1991
1 主题内容与适用范围
本标准规定了冲槽机的精度检验项目和检验方法。本标准适用于各种内定位、外定位冲槽机。
2 引用标准
GB1958 形状和位置公差检测规定及金属切削机床精度检验通则
JB2670 相关机床精度检验规范
3 检验规则
3.1 一般要求
3.1.1 除执行本标准规定外,还应参照JB2670的有关要求执行。
3.1.2 精度检验前,冲槽机应调整至水平状态,在工作台中部纵向与横向测量,其水平误差不得超过0.10/1000。
3.1.3 本标准第3.2.1条中G4、G5项目应在负荷试验后进行。
3.1.4 检验平面四周不计精度的边缘尺寸为15mm;对于工作台或工作台板的缺口,其边缘不计精度尺寸为10mm。
3.2 精度检验
3.2.1 冲槽机精度检验项目见表1。
表1 精度检验项目及方法(整理)
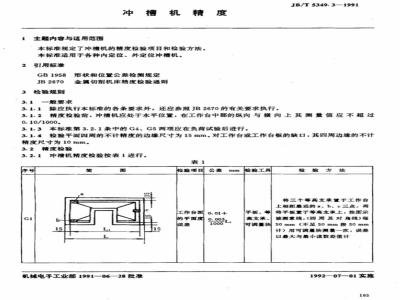
G1 工作台面的平面度误差
公差:0.01mm
检验工具:平板、等高支承、可调量块
检验方法:将三个等高支承置于工作台上最远的三点(a、b、c),平板置于支承上,按工作台四周及对角线方向,每隔50mm测量一次(不足50mm按50mm计),以最大与最小读数差值作为误差。
G2 滑块下平面的平面度误差
公差:0.01mm
检验工具:平板、带指示器的测量架、支承装置
检验方法:将滑块支承在平板上,使被测面三点等高,指示器沿四边测量,取最大与最小读数差值。本项允许在装配前进行。
G3 滑块模柄孔对T型槽的对称度误差
检验工具:心轴、卡板、塞尺
检验方法:在模柄孔中装入心轴,用卡板测量两侧距离a、b,其差值即为对称度误差。本项允许在装配前进行。
G4 滑块下平面对工作台的平行度误差
公差:0.10/1000 或 0.025mm
检验工具:平尺、带指示器的测量架
检验方法:在最大封闭高度,将测量架置于工作台平尺上,指示器触及滑块下平面,沿两个方向测量,以最大差值计。在某一方向上,A点间距不得小于B点间距。检测前允许调整模柄压紧块,检测时应处于夹紧状态。
G5 滑块行程对工作台面的垂直度误差
公差:0.01mm
检验工具:平尺、角尺、带指示器的测量架
检验方法:在任意封闭高度,将角尺放置在工作台平尺上,测量架固定在滑块上,滑块下行过程中沿两个方向测量,取最大读数差值。在某方向测量时,上位读数应不小于下位读数。
G6 分度轴孔的径向跳动
公差:0.02mm
检验工具:带指示器的测量架
检验方法:测量架固定在工作台上,指示器触头接触分度轴孔表面,旋转一周,取最大读数差值。
G7 分度轴中心与滑块模柄孔中心连线对分度座导轨的平行度误差
公差:每300mm测量长度为0.10mm
检验工具:平尺、带指示器的测量架
检验方法:在工作台上固定平尺,使其与中心连线平行,测量架固定在分度座上,移动分度座进行检测,取最大读数差值。
G8 分度座的线位移精度
公差:±0.02mm
检验工具:带指示器的测量架
检验方法:测量架固定在工作台上,指示器接触分度轴外圆,分度轴进给2mm,在任意位置重复测量三次,以实际与理论进给值的最大差值计。无径向进给的冲槽机不检测此项。
G9 分度轴定位的重复精度
公差:±0.05mm
检验方法:采用圆柱销等装置进行重复定位测量,取多次测量结果的最大偏差。
附注:
① L为工作台面的实际检验长度。
② L为滑块下平面的实际检验长度。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。