标准分类号
中标分类号:机械>>通用零部件>>J13紧固件
关联标准
出版信息
出版社:机械工业出版社
页数:5 页
标准价格:8.0 元
出版日期:1994-01-01
相关单位信息
起草单位:南京汽轮电机厂、南京燃气轮机研究所、哈尔滨汽轮机厂、中国船舶工业总公司第703研究所
提出单位:南京燃气轮机研究所
发布部门:国家机械工业局
标准简介
本标准适用于燃气轮机动力装置用12角头法兰面螺栓、12角法兰面螺母(以下简称螺栓、螺母)的制造和验收。 JB/T 6688-1993 12角头法兰面螺栓和12角法兰面螺母 技术条件 JB/T6688-1993
标准内容
中华人民共和国机械行业标准 JB/T 6688-1993 12角头法兰面螺栓和12角法兰面螺母技术条件 1993-06-01发布 机械工业部发布 1994-01-01实施
1 适用范围
本标准适用于燃气轮机动力装置用12角头法兰面螺栓、12角法兰面螺母(以下简称螺栓、螺母)的制造和验收。
2 引用标准
GB196、GB197、GB228、GB3077、GB3098.1~3098.4、GB3016、GB5276等相关标准。
3 技术条件
3.1 主要指标
螺栓、螺钉、螺母及附件的名词术语,螺栓、螺钉和螺柱的公称长度、螺纹长度、尺寸代号和标注等,均应符合相应标准要求。螺栓、螺母的材料选用应按照表1、表2和表3的规定。
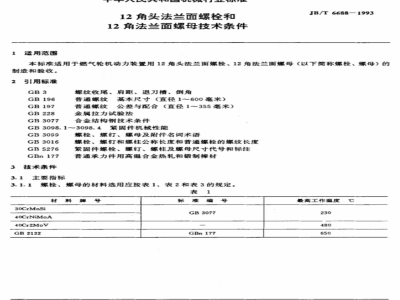
3.1.1 材料选用
材料牌号包括30CrMnSi、40CrNiMoA、40Cr2MoV等,材料的抗拉强度、化学成分等应符合标准要求。
表1:材料牌号与抗拉强度
| 材料牌号 | 抗拉强度 (MPa) | 最高工作温度 (°C) |
| --- | --- | --- |
| 30CrMnSi | 1128 | 230 |
| 40CrNiMoA | 1200 | 480 |
| 40Cr2MoV | 1300 | 650 |
3.1.2 螺栓与螺母的热处理和表面处理
螺栓、螺母的热处理应符合表4的要求,表面处理可选择镀镉、镀银等。
表4:螺栓与螺母的热处理与表面处理
| 材料牌号 | 热处理硬度 (HRC) | 表面处理 |
| --- | --- | --- |
| 30CrMnSi | 30~36 | 镀镉 |
| 40CrNiMoA | 31~37 | 镀银 |
| 40Cr2MoV | 29~35 | 镀银 |
3.1.3 螺纹公差
外螺纹公差为6g,内螺纹公差为6H。螺纹侧面的表面粗糙度参数Ra的最大允许值为3.2μm。
3.1.4 扭矩要求
螺栓的拧力矩应符合表5的规定。
表5:螺纹规格与拧力矩
| 螺纹规格 (mm) | 扳拧力矩 (N·m) |
| --- | --- |
| M6 | 8.14 |
| M8 | 18.1 |
| M10 | 29.9 |
| M12 | 58.3 |
| M16 | 127.1 |
| M20 | 223.5 |
| M24 | 485.6 |
| M27 | 543.0 |
| M30 | 880.8 |
| M33 | 1153 |
| M36 | 1564 |
| M39 | 1926 |
3.1.5 形位公差
螺栓、螺母的形位公差应符合表7-1的要求,包括同轴度、垂直度等。
表7-1:同轴度公差
| 螺纹规格 (mm) | 公差 (mm) |
| --- | --- |
| M6 | 0.15 |
| M20 | 0.30 |
| M24 | 0.40 |
| M36 | 0.60 |
| M42 | 0.75 |
3.1.6 基准面要求
基准面不应是光杆和螺纹的各一部分。如有必要,基准面应移到距螺栓头部有足够距离的位置(最大至3P)。
本标准由机械工业部批准并实施,实施时间为1994年1月1日。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。