基本信息
标准号:
JG/T 5011.10-1992
中文名称:建筑机械与设备切削加工件 通用技术条件
标准类别:建筑工业行业标准(JG)
标准状态:现行
发布日期:1992-06-25
实施日期:1993-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:2.76 MB
相关标签:
建筑机械
设备
切削
通用
技术
标准分类号
标准ICS号:建筑材料和建筑物>>91.220施工设备
中标分类号:工程建设>>施工机械设备>>P95施工机械设备综合
出版信息
出版社:中国建筑工业出版社
页数:8页
标准价格:10.0 元
出版日期:1993-03-01
相关单位信息
起草人:门珂、李鹏飞
起草单位:北京建筑机械厂、哈尔滨工程机械制造厂、建设部北京建筑机械综合研究所
提出单位:建设部标准定额研究所
发布部门:中华人民共和国建设部
标准简介
本标准规定了建筑机械与设备产品切削加工件的一般要求、未注公差尺寸的极限偏差、未注形状和位置公差、螺纹、检验规则等。本标准适用于建筑机械与设备产品的切削加工零件。 JG/T 5011.10-1992 建筑机械与设备切削加工件 通用技术条件 JG/T5011.10-1992
标准内容
中华人民共和国建筑工业行业标准建筑机与设备
切削加工件通用技术条件
Construction machinery and equipmentGeneral specification for cuttings主题内容与适用范围
931984
JG/T5011.10-—92
代替JJ14—83
本标准规定了建筑机械与设备产品切削加工件的一般要求、未注公差尺寸的极限偏差、未注形状和位置公差、螺纹、检验规则等。本标准适用于建筑机械与设备产品的切削加工零件。引用标准
GB3螺纹收尾、肩距、退刀槽、倒角GB1184形状和位置公差未注公差的规定GB2828逐批检查计数抽样程序及抽样表JG/T5011.7建筑机械与设备铸件缺陷修补通用技术条件JG/T5011.8建筑机械与设备锻件通用技术条件JG/T5012建筑机械与设备包装通用技术条件一般要求
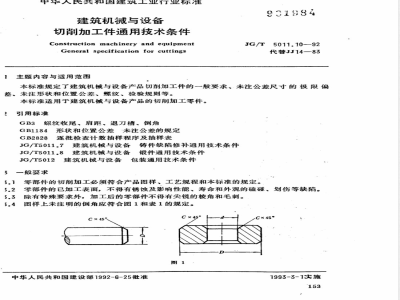
5.1零部件的切削加工必须符合产品图样、工艺规程和本标准的规定。5.2零部件的已加工表面,不得有锈蚀及影响性能、寿命和外观的磕碰、划伤等缺陷。3.3除有特殊要求外,加工后的零部件不得有尖锐的棱角和毛刺。3.4图样上未注明的倒角应符合图1和表1的规定。C ×45°
中华人民共和国建设部1992-6-25批准Cx
1993-3-1实施
>6~30
JG/T5011.10-92
>30~120
图样上未注明的倒圆尺寸,
>10~30
注:?D值用于盲孔和外端面倒圆。>120250
>250~500
>500~1000
又无清根要求时,应符合图2和表2的规定。P
>12~30
>30~80
②非圆柱面的倒圆可参照选用。>30~80
>80~260
>80~140
>260~630
>140~200
>630~1000
3.6图样上未注明倒角、过渡圆角的表面粗糙度,应以相连两表面中R,值较大的选取。3.7在成对加工的零部件(如滑动轴承的上、下轴瓦,减速器的上下盖)上,应做出标记。
3.8精加工后的配合面、摩擦面和定位面等工作表面,不得打有损于表面质量的印记。3.9经热处理后的零件,精加工时不得产生退火、烧伤及裂纹等现象。4图样上未注公差尺寸的极限偏差4.1未注公差尺寸(不包括倒角和倒圆半径)的公差带,应按表3规定选用,其极限偏差值应按表4规定。
未注公差尺寸
的公差带
JS14(jS14)
5011.10-92
(js14)
(js17)
JG/T5011.10—92
续表4
4.2倒角尺寸和倒圆半径的极限偏差应符合图3和表5的规定。图3
(js14)
4.3齿轮、蜗轮的齿形,链轮的牙形,其未注倒角尺寸应符合表6的规定。4.4钻孔直径的极限偏差应符合表4中的H1的规定。4.5盲孔的钻孔深度,其允许偏差规定如下a。孔深不大于50mm的,为0~3mm,b,孔深大于50mm的,为0~5mm。mm
(js17)
4.6加工面至非加工面的尺寸公差带应按GB1804中J.17(j.17)选取,其值见表4。156
c (cr), (r)
Ac (Ar)
极限偏差
Arc (Ar)
5011.10-92
注:当无配合要求时,可取表中土值。轮、蜗
> 5 ~10
>10~20
公差等级
(粗糙级)
(最粗级)
±1°30*
0.5×45°
1×45°
1.5×45°
2×45°
链轮节距
>10~50
>50~120
>6~30
>30~50
0.5×45°
2×45°
>120~400
±30″
±10″
注:表中的长度值按角度短边长度确定。若为圆锥角,锥度从1:3至1:500的圆锥,按圆锥长度确定,锥度大于1:3的圆锥,按圆锥素线长度确定。4.7
未注公差角度的极限偏差应符合表7的规定。图样上未注的形状公差和位置公差5.1未注形状公差
5.1.1未标注的直线度和平面度的公差值应按GB1184的表1中规定的C级选取。5.1.2未标注的圆度和圆柱度的公差值应按GB1184第3章和第4章的规定选取。5.2未注位置公差
5.2.1未标注的同轴度与对称度(键槽除外)公差值应按GB1184.表2中规定的C级选取。
JG/T5011.10—92
5.2.2未标注的平行度、垂直度、倾斜度、圆跳动的公差值应符合GB1184的第5、6、7章的规定。
5.2.3在同一中心线或同一圆周上的任意两螺钉、螺栓孔中心距的极限偏差,未注明时,应符合图4和表8的规定。
螺纹孔M或通
孔用螺栓的M
螺钉或螺栓
公称规格
任意两螺钉孔
中心距的极限
任意两螺栓孔
中心距的极限偏
6螺纹
螺纹孔M或源
孔用螺栓的M
≥M80
6.1螺纹的未标注精度等级和表面粗糙度应符合表9的规定。螺纹轴线对轴或孔的轴线的同轴度均应不大于螺纹顶径尺寸公差之半如图5。6.2
6.3螺纹收尾、肩距、退刀槽、倒角应符合GB3的规定。6.4螺纹工作表面不得有裂纹、黑皮、压扁、乱扣及影响使用的缺陷。158
螺纹种类
普通螺纹
梯形螺纹
圆锥管螺纹此内容来自标准下载网
圆柱管螺纹
JG/T5011.10—92
内螺纹
7H(中等)
外螺纹
6.5螺孔的轴线对端面的垂直度公差值按图5和表10规定。A
螺纹长度
>10~16
>16~25
>25~40
内螺纹
>40~63
外螺纹
>63100>100~160
:丝杠、蜗杆等端面第一圈螺纹的牙形应修整,其端部牙形厚度应大于1mm。6.6
中心孔
当轴齿轮齿坏经热处理后进行切齿精加工时,中心孔工作表面的表面粗糙度R,最大允许值为1.6μm,接触面积应不低于70%。159
JG/T5011.10-92
8铸、锻件连切削加工中出现的缺陷发修补8.1铸件在切削加工中出现的气孔、砂眼、夹渣、疏松、裂纹等缺陷的修补按JG××的规定。
8.2锻件在切削加工中出现的裂纹、夹渣、折叠、锻伤、结疤等缺陷的修补按JG××的规定。
8.3铸锻件的非加工表面,因尺寸精度不能满足图样要求需切削加工时,允许在加工面上残留黑皮。
9检验规则
9.1零件按工序检查合格后,方可转入下道工序。9.2批量生产或用工装加工的零件必须进行首件检查,并进行中间抽检。9。3切削加工件成品经检查合格后,应在明显位置标出质量检验部门的验收标记。9.4主要零件应逐件检查几何形状与尺寸精度;一般零件应抽检几何形状与尺寸精度,抽样方案及抽样程序由制造厂和用户根据切削加工件的批量大小和合格质量水平,按GB2828的要求在产品技术文件或订货合同中作出具体规定。9.5零件加工后,必须有制造厂质量检验部门的检验合格证,否则不得出厂。10标志、包装、运输、贮存
10.1标志
凡供货的零件应有制造厂的合格标志。10.2包装
零件的包装应符合JG/T5012的规定。10.3运输、贮存
零件在运输和贮存时,应采取必要的防护措施,以防损伤、腐蚀、变形和污染等。附加说明
本标准由建设部标准定额研究所提出。本标准由建设部机械设备与车辆标准技术归口单位建设部北京建筑机械综合研究所归口。
本标准由北京建筑机械厂、哈尔滨工程机械制造厂、建设部北京建筑机械综合研究所负责起草。
本标推主要起草人:门珂、李飞。本标准委托北京建筑机械综合研究所负责解释。160
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






