标准分类号
中标分类号:机械>>通用零部件>>J18链传动、皮带传动与键联结
关联标准
出版信息
出版社:机械工业出版社
页数:6页
标准价格:8.0 元
出版日期:1996-01-01
相关单位信息
起草人:庄敏、秦书安、邹永泉、王铁军
起草单位:机械工业部机械标准化研究所、兵器工业总公司长春第五五研究所
提出单位:机械工业部机械标准化研究所
发布部门:中华人民共和国机械工业部
标准简介
本标准规定了板材旋压成型的多楔带轮基本结构、槽型尺寸、技术要求、测量和试验方法、检验规则及标志、包装、运输和贮存。 JB/T 7700.2-1995 板材旋压多楔带轮 JB/T7700.2-1995
标准内容
中华人民共和国机械行业标准
板材旋压多楔带轮
JB/T 7700.2—95
主题内容与适用范围
本标准规定了板材旋压成型的多模带轮的基本结构、槽型尺寸,技术要求、测量和试验方法,检验规则及标志、包装、运输和贮存。
本标准适用于汽车、拖拉机等用内燃机驱动的辅助设备,如冷却风扇、发电机、水泵、空调机、压缩机、动力转向泵等,以及机床、农业机械、家用电器、家用机械等设备传动用多楔带轮。
2 引用标准
GB1183 形状和位置公差术语和定义
GB6378 不合格品率的计量抽样检验程序及图表
3 基本结构、型式和尺寸
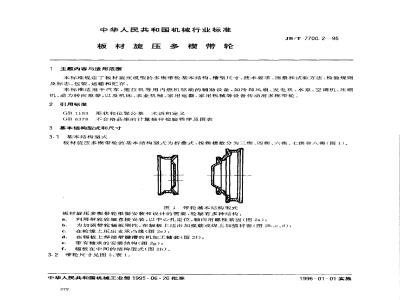
3.1 基本结构型式
板材旋压多楔带轮的基本结构型式为折叠式,根据楔槽数分为三楔、四楔、六楔、七楔和八楔(参见图1)。
板材旋压多楔带轮根据安装和设计的需要,轮辐有多种结构:
- 利用带轮轮辐直接安装,以中心孔定位,轴向用螺栓紧固(参见图2a)。
- 为加强带轮辐板刚性,在辐板上压出加强筋或焊上加强衬套(参见图2b、C、d)。
- 在轮缘上压出支承凸缘(参见图2e)。
- 在辐板上焊接带键槽的机加工轴套(参见图2f)。
- 带有轴承的安装结构(参见图2g)。
- 辐板在中间的结构型式(参见图2h)。
3.2 带轮尺寸
带轮的详细尺寸请参见图3和表1。
表1 多楔带轮尺寸
| 参数 | 最小值 (min) | 最大值 (max) |
| :--- | :--- | :--- |
| 多楔带轮尺寸 (r) | 0.25 | 0.50 |
| 多楔带轮尺寸 (r) | 0.40 | 0.40 |
| 有效直径 (d) | 3.56 | 4.70 |
| 楔间距 (e) | ±0.05 | |
| 测球直径 (de) | 2.500 | 3.500 |
| | 2.06 | 3.50 |
注:① 同一带轮相邻或不相邻的两楔间距离累积误差不得超过±0.30mm。
② N 是利用测球(棒)在楔槽上的实际接触位置测出的。
4 技术要求
4.1 产品应符合本标准规定,并按有关规定程序批准的图样及技术文件制造。
4.2 材料应选用 08F 或 08AL 深冲冷钢板,其机械性能应符合有关标准规定。
4.3 楔槽的表面粗糙度 R≤3.2 μm。
4.4 楔槽侧面对基准定位孔(安装支承面)斜向圆跳动量应不大于0.35mm。
4.5 楔槽中心线与带轮轴线夹角为90°±2°。
4.6 带轮的平衡,根据使用情况由供需双方协商进行。
4.7 带轮外观不允许有裂纹、锋边、毛刺,楔面不允许有较明显的划痕、刮伤及其他影响质量的缺陷。
4.8 生产厂应在产品表面进行防锈保护处理,如涂漆、镀锌、发蓝、磷化等。
5 测量与试验方法
5.1 产品的外观、外形尺寸、表面粗糙度可用通用量具、样板、标准试样等方法检验。
5.2 产品楔角、楔间距可用万能显微镜测量。
5.3 斜向圆跳动、安装孔位置度的检测按GB1183规定方法进行。斜向圆跳动的检测方法参见图4。
6 验收方法
6.1 每件产品需经制造厂检验部门检验合格后方能出厂。
6.2 出厂检验项目包括:
- 外观质量。
- 外形尺寸、安装尺寸。
- 斜向圆跳动。
6.3 若无特殊协议,订货单位抽验产品质量时应采用GB6378进行抽样验收,取AQL1,检验水平1。
7 标志、包装、运输与贮存
7.1 每件产品上应贴有或打印有产品合格标志。
7.2 产品包装应保证在正常运输情况下不致撞碰擦伤,每箱毛重不得超过50kg。
7.3 每箱上应清晰标明制造厂名、出厂年月、板材旋压带轮名称与型号、每箱数量,以及运输装卸的注意事项等。
附加说明:
本标准由机械工业部机械标准化研究所提出并归口。本标准由机械工业部机械标准化研究所、兵器工业总公司长春第五十五研究所负责起草。本标准主要起草人:庄敏、秦书安、邹永泉、王铁军。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。