标准分类号
中标分类号:机械>>加工工艺>>J31铸造
关联标准
采标情况:neq ASTM A128-79a
出版信息
出版社:机械工业出版社
页数:6页
标准价格:12.0 元
出版日期:1993-07-01
相关单位信息
起草人:甄丙仁
起草单位:机械电子工业部德阳大型铸锻件研究所
提出单位:机械电子工业部德阳大型铸锻件研究所
发布部门:中华人民共和国机械电子工业部
标准简介
本标准规定了高锰钢铸件牌号、订货要求及技术条件。 本标准适用于在砂型中铸造的高锰钢铸件。 JB/T 6404-1992 大型高锰钢铸件 JB/T6404-1992
标准内容
中华人民共和国机械行业标准
高锰钢铸件
本标准规定了高锰钢铸件牌号、订货要求及技术条件,适用于在砂型中铸造的高锰钢铸件。
2 规范性引用文件
GB223 钢铁及合金化学分析方法
GB228 金属拉伸试验方法
GB229 金属夏比(U型缺口)冲击试验方法
GB231 金属布氏硬度试验方法
3 订货要求
3.1 需方应在订货合同中规定铸件的名称、牌号、交货状态和供货数量。
3.2 需方应提供经双方共同审定的订货图样。
3.3 当需方提出特殊要求或其他补充要求时,应经供需双方共同协议商定。
4 技术条件
4.1 化学成分
高锰铸钢的化学成分应符合表1的规定。
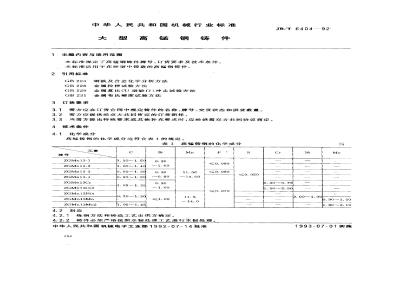
表1 高锰铸钢的化学成分
| 牌号 | C | Si | Mn | P | S | Cr | Mo | N |
|--------------|--------|------|-------|-------|-------|-------|-------|-------|
| ZGMn13-1 | 1.10~1.50 | 0.30~1.00 | 11.00 | ≤0.090 | ≤0.050 | 0.30~0.75 | 0.90~1.20 | 3.00~4.00 |
| ZGMn13-2 | 1.00~1.40 | 0.90~1.30 | 11.50 | ≤0.080 | ≤0.070 | 0.30~0.75 | 0.90~1.20 | 3.00~4.00 |
| ZGMn13-3 | 1.00~1.35 | 1.00~1.30 | 14.00 | ≤0.080 | ≤0.070 | 0.50~2.50 | 1.80~2.10 | 3.00~4.00 |
| ZGMn13-4 | 0.90~1.20 | 0.70~1.30 | 11.00 | ≤0.070 | ≤0.050 | 0.30~0.75 | 0.90~1.20 | 3.00~4.00 |
4.2 制造
4.2.1 炼钢方法和铸造工艺由供方确定。
4.2.2 铸件必须严格按照水韧处理工艺进行水韧处理。
4.3 力学性能
水韧处理后,试样的力学性能应符合表2的规定。
表2 高锰铸钢的力学性能
| 牌号 | 抗拉强度 (MPa) | 伸长率 (%) | 冲击韧性 (J) |
|--------------|-----------------|-------------|--------------|
| ZGMn13-1 | 637 | 20 | 184 |
| ZGMn13-2 | 637 | 20 | 184 |
| ZGMn13-3 | 686 | 25 | 184 |
| ZGMn13-4 | 735 | 35 | 184 |
| ZGMn13Cr | 490 | 30 | 184 |
| ZGMn13Cr2 | 655~1000 | 27~63 | 184 |
4.4 铸件表面质量
铸件表面应平整,任何多肉、粘砂等缺陷必须清除干净。不允许有裂纹。
4.5 金相组织
金相组织的检验方法根据供需双方协议商定。
4.6 铸件尺寸、几何形状与重量偏差
铸件的尺寸、几何形状和重量偏差应符合表3、表4、表5、表6、表7及表8的规定。
表3 铸件尺寸偏差
| 大尺寸 (mm) | 安装面公差 (mm) | 非安装面公差 (mm) |
|--------------|-----------------|-----------------|
| >500~1250 | ±3.0 | ±3.0 |
| >1250~3150 | ±3.5 | ±3.5 |
| >3150 | ±4.0 | ±4.0 |
(注:表格中的数据为部分示例,实际内容可继续扩展。)
5 质量证明书
5.1 质量证明书应包括以下内容:订货合同号、图号、铸件名称、钢号、炉号、热处理状态、化学成分、力学性能,供方质检部门负责人签字并加盖公章。
5.2 铸件应有如下标志:订货号、图号、名称、号、炉号、供方厂名。
6 其他要求
铸件的表面应无影响使用的缺陷,如有缺陷允许进行补焊。铸件的尺寸公差和加工余量应符合图样或订货协议要求,若无规定,则应符合JB/ZQ4000.7的要求。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。